
Системы компьютерного зрения для контроля качества
Системы компьютерного зрения для контроля качества: как работают и что дают производству
Что такое системы компьютерного зрения для контроля качества, из чего они состоят, как работают на производстве и какой результат дают предприятию.
Основной заголовок
Системы компьютерного зрения для контроля качества
Когда на производстве растет объем выпуска, ручной контроль качества почти всегда начинает отставать от реальной скорости процессов. Даже сильный отдел контроля качества ограничен человеческим фактором: утомляемостью, разной интерпретацией дефектов, зависимостью от смены и невозможностью одинаково внимательно проверять весь поток продукции в течение всего рабочего дня. Именно в этот момент многие предприятия начинают смотреть на системы компьютерного зрения как на рабочий инструмент, а не как на экспериментальную технологию.
Системы компьютерного зрения для контроля качества нужны там, где важно не просто выявлять брак, а делать это стабильно, быстро и по понятным правилам. Такие решения позволяют автоматически проверять изделия по заданным критериям, фиксировать отклонения, передавать сигнал в производственный процесс и сохранять данные для последующего анализа. В результате контроль становится менее субъективным, а само качество — более управляемым.
В этой статье разберем, что представляют собой системы компьютерного зрения для контроля качества, как они работают, из каких компонентов состоят, по каким задачам их внедряют и на что стоит обратить внимание при выборе решения для предприятия.
Что понимают под системой компьютерного зрения для контроля качества
Если говорить практично, система компьютерного зрения для контроля качества — это не одна камера и не обученная модель сама по себе. Это законченный технический комплекс, который решает конкретную задачу проверки продукции. Он получает изображение изделия, анализирует его по установленным правилам и выдает результат: соответствует ли объект требованиям или в нем есть отклонение.
Главное отличие такой системы от обычного видеонаблюдения в том, что она не просто показывает изображение человеку, а сама интерпретирует его. То есть решение не снимает процесс, а выполняет контрольную функцию. Для предприятия это принципиально важно, потому что в производственной логике нужен не поток видео, а конкретное действие: подтвердить качество, обнаружить дефект, отправить сигнал, сохранить фото брака, запустить отбраковку или передать данные в систему учета.
В большинстве случаев такие системы применяются там, где нужно обеспечить повторяемый контроль большого количества изделий. Это особенно актуально на конвейерных линиях, сборочных участках, упаковке, сортировке и финальной инспекции перед отгрузкой. Чем выше скорость линии и чем дороже ошибка, тем выше ценность автоматизированной визуальной проверки.
Чем такие системы отличаются от ручного контроля
На первый взгляд может показаться, что система компьютерного зрения просто заменяет человека на участке инспекции. На практике ее роль шире. Она не только берет на себя часть рутинной визуальной проверки, но и меняет сам подход к контролю качества.
Ручной контроль почти всегда опирается на опыт конкретного специалиста. Один сотрудник может считать допустимым небольшое отклонение, другой — нет. Кроме того, внимание человека снижается при длительной монотонной работе, особенно если поток продукции идет непрерывно. В такой ситуации даже хороший контролер начинает работать менее стабильно.
1. Единые критерии проверки. Все изделия оцениваются по одной заданной логике, без различий между сменами и сотрудниками.
2. Непрерывная работа на потоке. Система способна проверять продукцию без пауз, перерывов и снижения внимания.
3. Сохранение результатов контроля. Предприятие получает не только факт дефекта, но и цифровой след: снимки, статистику, данные по типам отклонений.
При этом важно понимать, что на многих участках компьютерное зрение не исключает человека полностью. Чаще оно переводит специалиста из режима постоянной ручной проверки в режим контроля системы, разбора спорных случаев и анализа причин брака.
Из чего состоит система компьютерного зрения для контроля качества
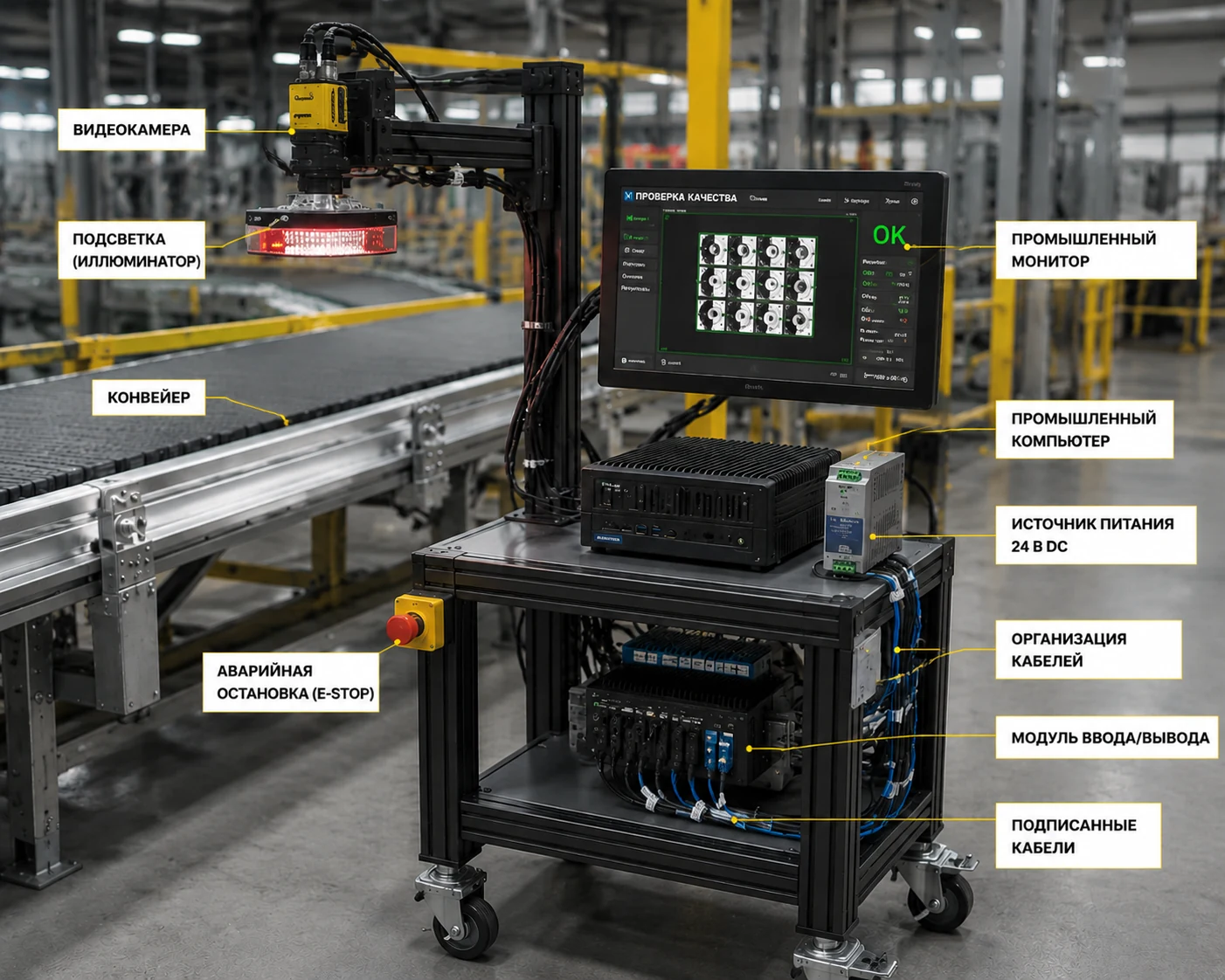
Чтобы такая система действительно работала на производстве, важен не один элемент, а связка нескольких компонентов. Ошибка многих компаний в том, что они оценивают решение только по камере или только по программному обеспечению. В реальности результат зависит от всей архитектуры.
Первый ключевой элемент — камера. Именно она фиксирует изображение объекта. Но выбор камеры зависит не только от бюджета. Нужно учитывать скорость движения изделия, размер проверяемой зоны, требования к детализации, расстояние до объекта и условия среды. Для одной задачи подойдет стандартная промышленная камера, для другой — высокоскоростное решение или несколько камер с разных ракурсов.
Второй критически важный компонент — освещение. На производстве именно оно очень часто определяет, увидит ли система дефект вообще. Если изображение нестабильное, есть блики, тени или паразитный свет, даже хороший алгоритм будет работать хуже, чем ожидается. Поэтому в серьезных проектах освещение не подбирают по остаточному принципу, а проектируют под конкретный тип поверхности, материала и дефекта.
Третий элемент — вычислительный модуль. Он нужен для обработки изображения, запуска алгоритмов проверки и выдачи результата в реальном времени. В зависимости от задачи это может быть промышленный компьютер, устройство локальной обработки или серверная часть.
Четвертый элемент — программная логика. Именно она отвечает за то, как система определяет норму и отклонение. В одних проектах это набор четких правил и шаблонов, в других — модели машинного обучения, способные распознавать более сложные типы дефектов.
Пятый элемент — интеграция в производственный процесс. Без этого система остается просто аналитическим инструментом. Если же решение связано с линией, отделом контроля качества, учетной системой или механизмом отбраковки, оно становится частью работающей инфраструктуры контроля качества.
Какие задачи решают системы компьютерного зрения именно в контроле качества
В отличие от более общих задач видеоаналитики, здесь акцент всегда делается на соответствии продукции заданным требованиям. То есть система должна не просто распознать объект, а определить, соответствует ли он стандарту качества.
Одна из самых частых задач — поиск дефектов поверхности. Это могут быть царапины, сколы, трещины, вмятины, загрязнения, неровности, пятна, нарушения текстуры и другие отклонения. Для многих отраслей такой контроль критичен, потому что внешний дефект влияет либо на функциональность изделия, либо на его приемку клиентом.
Не менее распространена проверка геометрии и формы. Здесь система анализирует размеры, контуры, симметрию, положение отверстий, кромки, посадочные зоны или другие параметры, которые можно контролировать визуально. Такой подход особенно востребован в машиностроении, металлообработке и производстве компонентов.
Отдельное направление — проверка комплектности и правильности сборки. На таких участках система определяет, все ли элементы присутствуют, не пропущена ли деталь, правильно ли установлен компонент, не нарушена ли последовательность. Для предприятия это важно, потому что ошибка сборки часто обнаруживается слишком поздно и дорого обходится на следующих этапах.
Еще одна типовая задача — контроль упаковки и маркировки. Здесь система проверяет, присутствует ли этикетка, правильно ли нанесен код, читается ли маркировка, соответствует ли упаковка конкретной позиции и нет ли повреждений. Хотя формально это тоже контроль качества, он касается уже не только изделия, но и готовности продукции к отгрузке.
Как работает система на производственном участке
На практике логика работы системы контроля качества выглядит достаточно понятной, если рассматривать ее поэтапно. Изделие попадает в зону контроля, камера фиксирует его изображение, система анализирует картинку и сравнивает результат с заданными критериями. После этого формируется решение: изделие соответствует норме или нет.
Дальше возможны разные сценарии в зависимости от того, как организован процесс на предприятии. В одном случае оператор получает уведомление и сам принимает решение. В другом — система автоматически передает команду на отбраковку. В третьем — информация сохраняется в базе, чтобы ее можно было использовать в аналитике и расследовании причин брака.
1. Изделие попадает в зону визуального контроля. Камера или несколько камер фиксируют объект в нужный момент.
2. Система анализирует изображение. Проверяются заданные признаки: поверхность, форма, наличие элементов, маркировка или другие параметры.
3. Формируется результат проверки. Система определяет, соответствует ли изделие критериям качества.
4. Запускается реакция процесса. Сигнал передается оператору, в механизм отбраковки или в учетную систему.
Такой подход позволяет встроить проверку качества прямо в поток производства, а не выносить ее в отдельную ручную операцию после завершения этапа.

Где такие системы дают наибольший эффект
Наибольшую пользу системы компьютерного зрения приносят там, где контроль качества напрямую влияет на потери бизнеса. В первую очередь это производства с большим потоком однотипной продукции, где нужно быстро и стабильно проверять каждую единицу. Если хотя бы небольшая доля дефектов уходит дальше по процессу, в масштабах месяца или квартала это превращается в серьезные потери.
Также такие решения особенно эффективны там, где ручной контроль уже не справляется по скорости. Предприятие может иметь сильную службу качества, но если линия работает быстрее, чем человек способен стабильно проверять продукцию, проблема носит системный характер. В таком случае автоматизация не просто облегчает работу, а снимает ограничение, которое тормозит процесс.
Высокий эффект также дают проекты, где важно сохранять цифровую историю проверок. Это актуально для отраслей с повышенными требованиями к прослеживаемости, внутреннему аудиту и документированию результатов контроля. Если предприятие может показать, как именно и по каким критериям проверялась продукция, это усиливает управляемость и снижает количество спорных ситуаций.
Как понять, что предприятию уже нужна такая система
1. Количество брака или возвратов растет. При этом причины не всегда очевидны, а дефекты обнаруживаются слишком поздно.
2. Отдел контроля качества перегружен рутинной проверкой. Контролеры тратят слишком много времени на повторяющиеся операции.
3. Качество зависит от смены или конкретного сотрудника. Одни и те же изделия могут оцениваться по-разному.
4. Линия работает быстрее, чем возможна ручная инспекция. Проверять весь поток без потерь качества уже невозможно.
5. Предприятию не хватает аналитики по дефектам. Есть факт брака, но нет точной картины по его типам, причинам и частоте.
Если такие признаки уже есть, значит вопрос обычно не в том, нужна ли автоматизация контроля качества, а в том, с какого участка начать внедрение.
Как выбирают систему компьютерного зрения для контроля качества
Выбор подходящего решения редко сводится к сравнению технических характеристик камеры. Важно оценивать систему с точки зрения конкретной производственной задачи. Один и тот же набор оборудования может хорошо работать в одном сценарии и плохо — в другом.
В первую очередь нужно понимать, какой именно тип дефекта или отклонения требуется находить. Поверхностные дефекты, проблемы геометрии, ошибки маркировки и нарушения комплектности — это разные задачи, и архитектура решения под них тоже различается.
Далее учитываются условия участка: освещение, пыль, скорость движения изделия, стабильность его положения, расстояние до объекта, температурный режим, наличие вибраций. Все это напрямую влияет на качество изображения и стабильность анализа.
Также важны вопросы интеграции. Предприятию нужно заранее понимать, что будет происходить после обнаружения отклонения. Если система просто фиксирует дефект, но не встроена в рабочий процесс, эффект от внедрения будет ниже. Гораздо полезнее, когда она включена в логику линии и помогает принимать действие сразу в момент контроля.
Какие ошибки чаще всего допускают при внедрении
Одна из самых частых ошибок — ожидание, что систему можно подобрать по каталогу без детального анализа участка. На реальном производстве даже похожие задачи часто отличаются по освещению, скорости потока, типу поверхности и требованиям к точности.
Вторая типовая ошибка — попытка сразу охватить слишком широкий перечень задач. На практике правильнее запускать проект с одного понятного сценария, где легко измерить результат. Это позволяет быстро получить рабочий эффект и уже потом расширять применение.
Третья ошибка — недооценка роли освещения и условий съемки. На многих участках именно качество визуальной среды определяет, будет ли система работать стабильно. Если этот вопрос не проработан, даже хорошее программное обеспечение не даст нужного результата.
Еще одна проблема — слабая проработка того, как решение будет использоваться после обнаружения дефекта. Если система видит проблему, но дальше нет четкого сценария действий, предприятие получает не инструмент качества, а просто дополнительный источник сигналов.
Что получает предприятие в итоге
Если система подобрана и внедрена правильно, результат обычно выходит далеко за рамки простой автоматизации проверки. Предприятие получает не только более быстрый контроль, но и новую степень управляемости качества.
Во-первых, снижается количество пропущенных дефектов. Во-вторых, уменьшается зависимость от человеческого фактора. В-третьих, появляется единый стандарт оценки продукции. Кроме того, система позволяет собирать данные для анализа: какие дефекты встречаются чаще, где возникают отклонения, как меняется качество по сменам или участкам.
Для бизнеса это дает вполне прикладной эффект: меньше переделок, меньше возвратов, меньше спорных ситуаций и более понятную картину того, что реально происходит на линии. Именно поэтому системы компьютерного зрения для контроля качества все чаще рассматриваются не как дополнительная технология, а как часть нормальной производственной инфраструктуры.

Заключение
Системы компьютерного зрения для контроля качества — это инструмент, который помогает предприятиям сделать визуальную проверку продукции более быстрой, стабильной и управляемой. Их ценность не в том, что они используют современные технологии, а в том, что они решают конкретные производственные задачи: уменьшают количество дефектов, ускоряют контроль, снижают влияние человеческого фактора и дают понятную аналитику по качеству.
Лучший подход к внедрению — не пытаться автоматизировать все сразу, а выбрать один участок, где ручной контроль уже создает потери или ограничения. Именно такие проекты чаще всего дают быстрый и заметный результат, после чего предприятие может масштабировать решение дальше.
Частые вопросы
Чем система компьютерного зрения для контроля качества отличается от обычной камеры?
Обычная камера только передает изображение, а система компьютерного зрения анализирует его и выдает конкретный результат проверки по заданным критериям.
Какие задачи чаще всего решают такие системы?
Обычно это поиск дефектов поверхности, контроль геометрии, проверка комплектности, анализ сборки, контроль упаковки и маркировки.
Можно ли использовать такую систему на уже работающей линии?
Да, во многих случаях решение внедряют без полной перестройки линии, если правильно спроектирована зона контроля и интеграция в процесс.
С чего лучше начинать внедрение?
Лучше начинать с одной конкретной задачи, где есть понятная проблема: пропуск брака, перегрузка отдела контроля качества, ошибки упаковки или нестабильный контроль качества.
Что дает предприятию такая система кроме поиска дефектов?
Она дает единые критерии оценки, цифровую статистику по браку, прозрачность процесса контроля и возможность быстрее находить причины отклонений.