Обнаружение аномалий на производстве
На производстве далеко не каждая проблема начинается с явной аварии, остановки линии или крупного брака. Намного чаще предприятие сначала сталкивается с небольшими отклонениями: изменился звук работы узла, пошла нестабильная подача, вырос процент мелких дефектов, оператор стал чаще вмешиваться в процесс, упаковка периодически выходит с перекосом, а качество партии начинает «плавать». По отдельности такие сигналы нередко кажутся несущественными. Но именно из них обычно складываются более серьезные потери.
Обнаружение аномалий на производстве нужно как раз для того, чтобы увидеть проблему раньше, чем она перерастет в простой, переделку, возврат продукции или внеплановый ремонт. Когда предприятие замечает отклонение не постфактум, а в момент появления, оно получает главное преимущество — время на реакцию. А время в промышленности почти всегда равно деньгам.
На практике такие решения особенно востребованы там, где важно не только контролировать готовую продукцию, но и следить за самим состоянием процесса. Если система видит, что поведение линии, изделия, упаковки, оборудования или потока продукции стало отличаться от нормального, предприятие может вмешаться раньше и сократить потери. Именно поэтому обнаружение аномалий постепенно становится не дополнительной функцией, а частью современной производственной устойчивости.

Почему предприятия теряют деньги из-за незамеченных отклонений
Главная опасность производственных аномалий в том, что они редко выглядят как очевидная поломка с самого начала. Намного чаще это постепенное отклонение от нормального хода процесса. Линия еще работает, изделия продолжают выходить, персонал не видит критической причины для остановки, но предприятие уже начинает терять деньги. Потери просто не всегда заметны в тот же момент.
Например, незначительное смещение детали может сначала давать единичный брак, затем повышать нагрузку на соседний узел, а позже приводить к остановке участка. Ошибка в подаче упаковки может сначала проявляться как редкий перекос, а потом — как систематический срыв темпа. Нестабильная работа оборудования часто начинается не с отказа, а с малозаметного изменения режима. Если такие сигналы не фиксировать вовремя, предприятие почти всегда платит больше, чем могло бы.
Обычно незамеченные аномалии приводят к трем видам потерь:
1. Прямые потери в качестве — рост брака, переделок, списаний и возвратов.
2. Потери в производительности — падение скорости линии, лишние остановки, простои и вмешательство персонала.
3. Потери в обслуживании — более дорогой ремонт, внеплановые выезды и замена узлов уже после серьезного износа.
Именно поэтому для руководителя производства вопрос стоит не так: «Есть ли у нас отклонения?», а так: «Как быстро мы их замечаем и сколько денег теряем до момента обнаружения?»
Что на производстве считают аномалией
Аномалия на производстве — это любое отклонение от нормального, ожидаемого хода процесса, состояния оборудования или внешнего вида продукции. Важно, что речь не только о браке в готовом изделии. Иногда аномалия возникает намного раньше — на стадии движения, сборки, упаковки, подачи сырья или работы узла.
В реальной работе аномалиями могут считаться самые разные ситуации. Это может быть нестандартная форма изделия, появление непривычного дефекта на поверхности, сбой в последовательности операции, нестабильное движение объекта по линии, нехарактерное заполнение тары, нарушение положения детали, изменение поведения механизма или появление отклонений, которые раньше не были типичны для данного участка.
Удобно разделить такие сигналы на несколько групп:
1. Аномалии продукции — дефекты, отклонения формы, нарушения геометрии, смещение элементов, изменение внешнего вида.
2. Аномалии процесса — сбои в ритме линии, неправильная подача, накопление продукции, нестандартное движение, выпадение операции.
3. Аномалии оборудования — признаки нестабильной работы, перекосы, биение, изменение поведения узлов, повторяющиеся отклонения в режиме.
Для предприятия ценность именно в том, что система позволяет увидеть такие отклонения как можно раньше, даже если они пока не перешли в явную аварию или массовый брак.
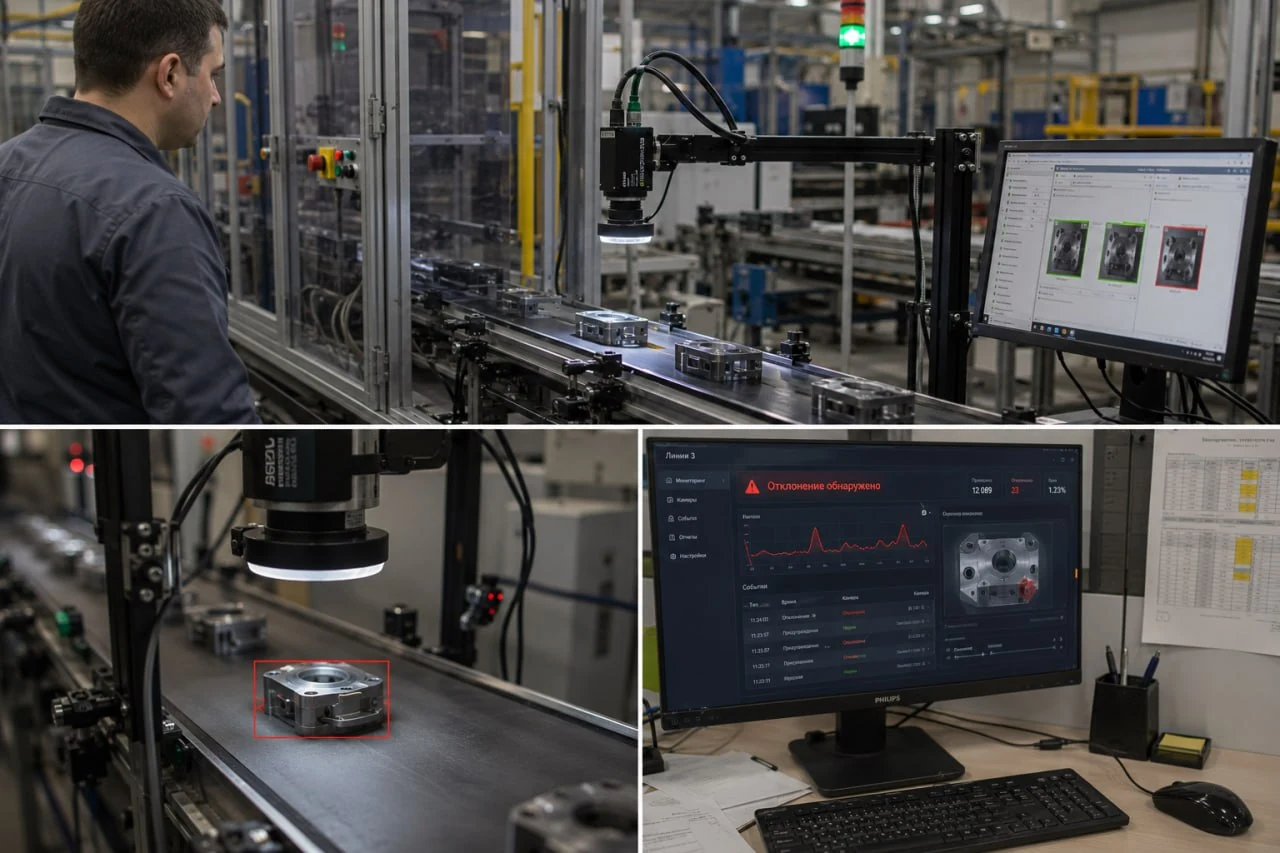
Как работает обнаружение аномалий на производственном участке
В основе таких решений лежит не просто наблюдение, а сравнение текущей картины с нормальным состоянием процесса. Система получает изображение или поток кадров с камеры, анализирует происходящее и определяет, соответствует ли оно обычному режиму работы. Если картина начала отличаться от нормы, формируется сигнал о возможной аномалии.
На одном участке это может быть контроль прохождения изделия через зону обработки, на другом — наблюдение за упаковкой, на третьем — отслеживание стабильности работы механизма. Важный момент в том, что система не обязательно ищет только заранее перечисленные дефекты. Во многих сценариях она фиксирует именно нетипичное поведение, которое отличается от обычной производственной картины.
Для бизнеса это особенно ценно там, где невозможно заранее описать все виды проблем вручную. Производство живое: меняются партии, режимы, материалы, скорость линии и условия участка. Поэтому способность замечать отклонение от нормы становится более полезной, чем жесткий поиск лишь нескольких заданных дефектов.
Обычно рабочая логика выглядит так:
1. Камера наблюдает за конкретной зоной, где важно видеть состояние процесса или продукции.
2. Система сопоставляет текущую картину с нормальным режимом работы участка.
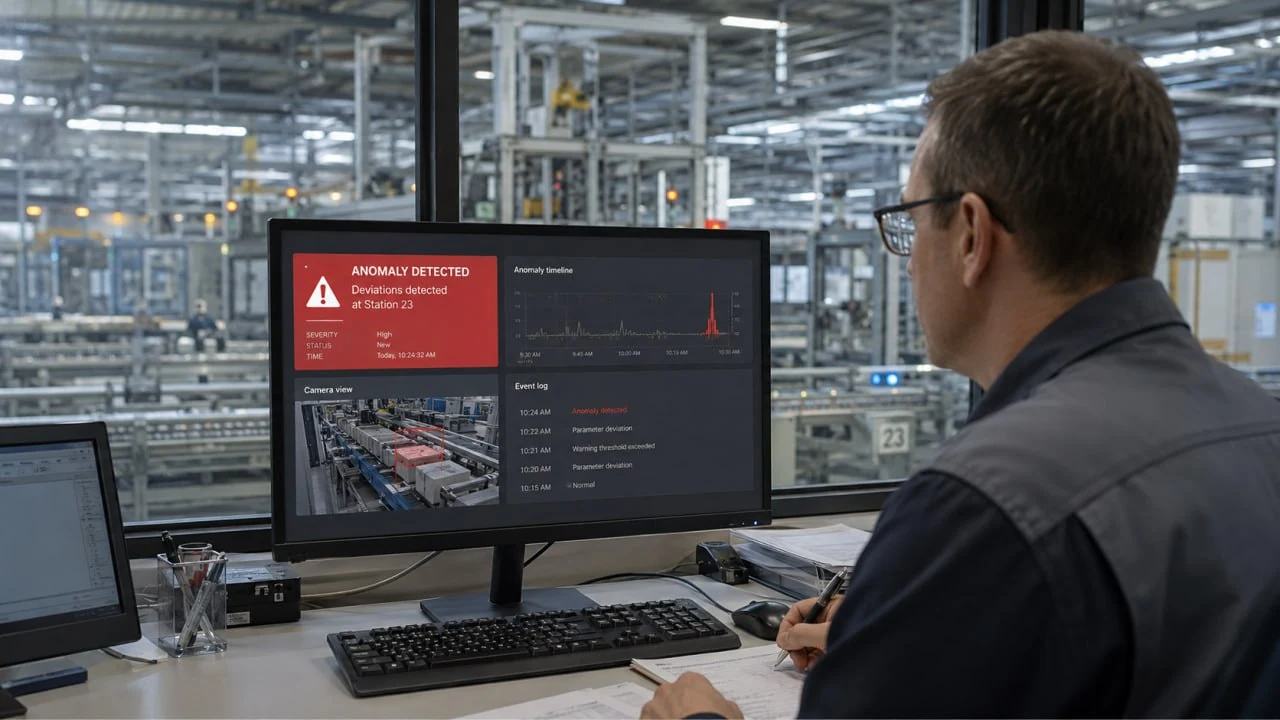
3. При появлении нетипичного отклонения формируется предупреждение для оператора или автоматическое действие в процессе.
4. Предприятие получает не только сигнал, но и материалы для разбора: кадр, время события, тип отклонения и привязку к участку.
Такой подход помогает не просто фиксировать проблему, а делать обнаружение частью ежедневного управления производством.

Где такой подход дает самый заметный результат
Наибольший эффект обнаружение аномалий дает там, где даже небольшое отклонение быстро перерастает в ощутимые убытки. В первую очередь это линии с большим объемом выпуска, высокой стоимостью брака, жесткими сроками отгрузки и дорогими остановками. Чем выше цена задержки или пропущенной проблемы, тем быстрее окупается своевременное выявление отклонений.
Особенно полезны такие решения на участках, где персонал физически не может непрерывно отслеживать весь поток с одинаковой внимательностью. Даже опытный оператор не способен безошибочно замечать каждое изменение режима в течение всей смены, особенно если одновременно нужно контролировать несколько процессов. Система в таком случае становится не заменой человека, а дополнительным уровнем защиты от позднего обнаружения проблемы.
Практически чаще всего высокий эффект получают предприятия, у которых есть хотя бы один из следующих признаков:
1. Повторяющиеся необъяснимые отклонения в качестве продукции.
2. Потери из-за позднего обнаружения сбоя на линии.
3. Частые остановки без понятной ранней причины.
4. Высокая нагрузка на операторов и контроль только по факту уже возникшей проблемы.
Если предприятие узнает о проблеме только тогда, когда накопился брак или линия встала, значит резерв для улучшения здесь обычно очень большой.
Что получает предприятие после внедрения
Коммерческая ценность обнаружения аномалий заключается не в самом факте автоматического наблюдения, а в изменении экономической логики процесса. Предприятие начинает реагировать раньше, тратить меньше на исправление последствий и лучше понимать, где именно рождаются потери.
На практике результат обычно выражается сразу в нескольких направлениях. Снижается объем скрытого брака, который раньше уходил дальше по процессу. Уменьшается количество внезапных остановок, потому что часть проблем фиксируется еще на стадии раннего отклонения. Персонал получает более понятные сигналы и перестает тратить время на постоянный визуальный контроль всего подряд. Руководство, в свою очередь, начинает видеть, какие участки действительно создают системные риски.
Для производственного бизнеса это особенно важно по следующим причинам:
1. Проблемы обнаруживаются раньше и обходятся дешевле.
2. Снижается доля потерь, которые раньше считались «неизбежными».
3. Увеличивается предсказуемость выпуска и устойчивость линии.
4. Появляется фактическая база для решений, а не только мнение смены или участка.
Если говорить прямо, такие системы покупают не ради технологии. Их внедряют тогда, когда предприятие хочет перестать платить за позднюю реакцию на уже возникшую проблему.
Как понять, что решение уже нужно именно вашему предприятию
Обычно руководители задумываются о таких проектах не тогда, когда читают о новых технологиях, а тогда, когда сталкиваются с повторяющимися потерями. Если проблема время от времени возвращается, но ее трудно поймать в момент появления, значит участок уже созрел для более раннего контроля.
Первый тревожный признак — когда брак обнаруживается позже, чем хотелось бы. Второй — когда остановки или сбои повторяются, но до конца неясно, что именно им предшествует. Третий — когда операторы слишком много времени тратят на наблюдение и ручную проверку, но все равно не могут отследить весь поток. Четвертый — когда на производстве есть ощущение, что потери идут «по мелочи», но в сумме образуют серьезную нагрузку на себестоимость.
В таких условиях обнаружение аномалий становится не вопросом интереса к новому решению, а вопросом производственной экономики. Если предприятие уже понимает, что запоздалое обнаружение проблем обходится дорого, значит внедрение нужно рассматривать не как дополнительную опцию, а как инструмент сокращения потерь.
Как обычно проходит внедрение
Самый разумный путь — начинать не с попытки охватить весь завод сразу, а с одного участка, где потери наиболее заметны и где можно быстро проверить результат. Это может быть проблемная линия, узкое место по качеству, участок с повторяющимися остановками или зона, где накопление отклонений особенно дорого обходится предприятию.
Дальше определяются контрольные точки: где именно нужно видеть процесс, какие сигналы считаются критичными, кто получает предупреждение и что должно происходить после обнаружения аномалии. На этом этапе важно не только подобрать технику, но и встроить решение в реальную логику работы участка.
На практике успешное внедрение обычно идет поэтапно:
1. Выбирается конкретная производственная проблема, которая уже приносит измеримые потери.
2. Определяется зона наблюдения и сценарий реакции на обнаруженное отклонение.
3. Запускается пилот на ограниченном участке, чтобы увидеть фактический результат.
4. После подтверждения эффекта решение расширяется на другие участки или линии.
Именно такой подход чаще всего дает быстрый и понятный результат, без лишних расходов на слишком широкий старт.
Заключение
Обнаружение аномалий на производстве — это не просто способ добавить еще одну систему наблюдения. Это инструмент, который помогает предприятию увидеть проблему раньше, сократить потери и сделать производство более устойчивым. Там, где отклонения долго остаются незаметными, бизнес почти всегда платит больше: браком, простоями, переделками, лишней нагрузкой на персонал и дорогим устранением последствий.
Поэтому практический смысл таких решений очень простой. Чем раньше предприятие замечает отклонение от нормы, тем дешевле ему обходится реакция. А значит, тем выше управляемость производства и тем меньше потерь, которые раньше казались неизбежными.
Если на участке уже есть повторяющиеся сбои, нестабильность качества или потери из-за позднего обнаружения проблем, значит именно здесь скрыт один из самых понятных резервов для улучшения.
Частые вопросы
Что дает обнаружение аномалий производству?
Оно помогает замечать отклонения раньше, чем они перерастают в массовый брак, остановку линии или дорогой ремонт.
Можно ли находить не только дефекты, но и сбои процесса?
Да. На практике такие решения часто применяют не только для контроля изделия, но и для выявления нетипичного поведения линии, упаковки, потока продукции или работы узла.
С чего лучше начинать внедрение?
Лучше начинать с одного проблемного участка, где потери уже заметны и где можно быстро проверить результат на практике.
Подходит ли такой подход для действующего производства?
Да. Во многих случаях решение внедряют на уже работающих линиях, если заранее определить зону контроля и сценарий реакции на отклонения.