
Программное обеспечение для компьютерного зрения в промышленности
Когда на предприятии говорят о системе компьютерного зрения, внимание чаще всего сосредотачивают на камерах, подсветке и линии контроля. Но на практике ключевую роль играет не только оборудование, а программная часть, которая превращает изображение в понятное производственное решение. Именно она определяет, что считать нормой, как отличить допустимое отклонение от брака, когда подать сигнал оператору и какие данные сохранить для последующего разбора.
Программное обеспечение для компьютерного зрения в промышленности - это основа всей логики работы системы. Без него камера остается лишь средством получения изображения. Программа же связывает участок контроля, требования к качеству, производственные правила и действия после обнаружения отклонения. По сути, именно она делает систему полезной для реального предприятия, а не для демонстрации технологии.
В этой статье разберем, какие задачи выполняет программная часть, из каких блоков она обычно состоит, как работает на промышленном участке, что важно учитывать при выборе и почему для производства недостаточно просто купить камеру и установить распознавание.

Что делает программная часть в системе компьютерного зрения
Если упростить, программная часть выполняет три главные функции: получает данные с камер, анализирует изображение и переводит результат в действие, понятное производству. Для одного участка это может быть отметка «годно» или «брак», для другого - запуск механизма отвода, запись результата в журнал проверки или передача сообщения в производственную систему.
В промышленной среде программа должна не просто распознать объект, а работать по строгим правилам. Ей нужно учитывать тип изделия, номер заказа, допуски, скорость линии, освещение, положение объекта и множество других факторов. Поэтому хорошее решение всегда связано не только с задачей распознавания, но и с реальной логикой предприятия.
На практике программная часть берет на себя сразу несколько направлений работы:
1. управляет получением и обработкой изображений;
2. сравнивает изделие с эталоном или заданными параметрами;
3. распознает дефекты, отклонения, отсутствие элементов или ошибки маркировки;
4. сохраняет результаты проверки и формирует статистику;
5. передает сигнал дальше - оператору, линии, системе учета или отделу качества.
Именно поэтому при выборе системы компьютерного зрения для промышленности важно оценивать не только качество съемки, но и зрелость программной части. Во многих проектах именно она определяет, будет ли решение полезным в ежедневной работе.
Почему промышленному предприятию недостаточно обычной программы для распознавания
На первый взгляд может показаться, что для задачи контроля качества достаточно любой программы, способной распознавать изображения. Но у промышленного применения есть свои требования. Производство не работает в лабораторных условиях: освещение меняется, поверхность изделия может бликовать, поток идет непрерывно, а цена ошибки зачастую выше стоимости самой проверки.
Обычная программа для распознавания часто не рассчитана на такую нагрузку и не учитывает производственную логику. Ей может не хватать устойчивости, точности журналирования, привязки к партии, возможности работы с несколькими камерами, гибкой настройки допусков и понятного рабочего окна для оператора.
Кроме того, промышленная программа должна обеспечивать не только сам анализ, но и сопровождать весь цикл контроля. То есть важно не просто увидеть дефект, а зафиксировать его, правильно отнести к конкретному изделию, сохранить снимок, показать причину брака и дать производству возможность быстро отреагировать.
Поэтому промышленное программное обеспечение ценят за сочетание точности, устойчивости и встраиваемости в существующий процесс. Без этого даже сильный алгоритм распознавания не даст ожидаемой пользы.
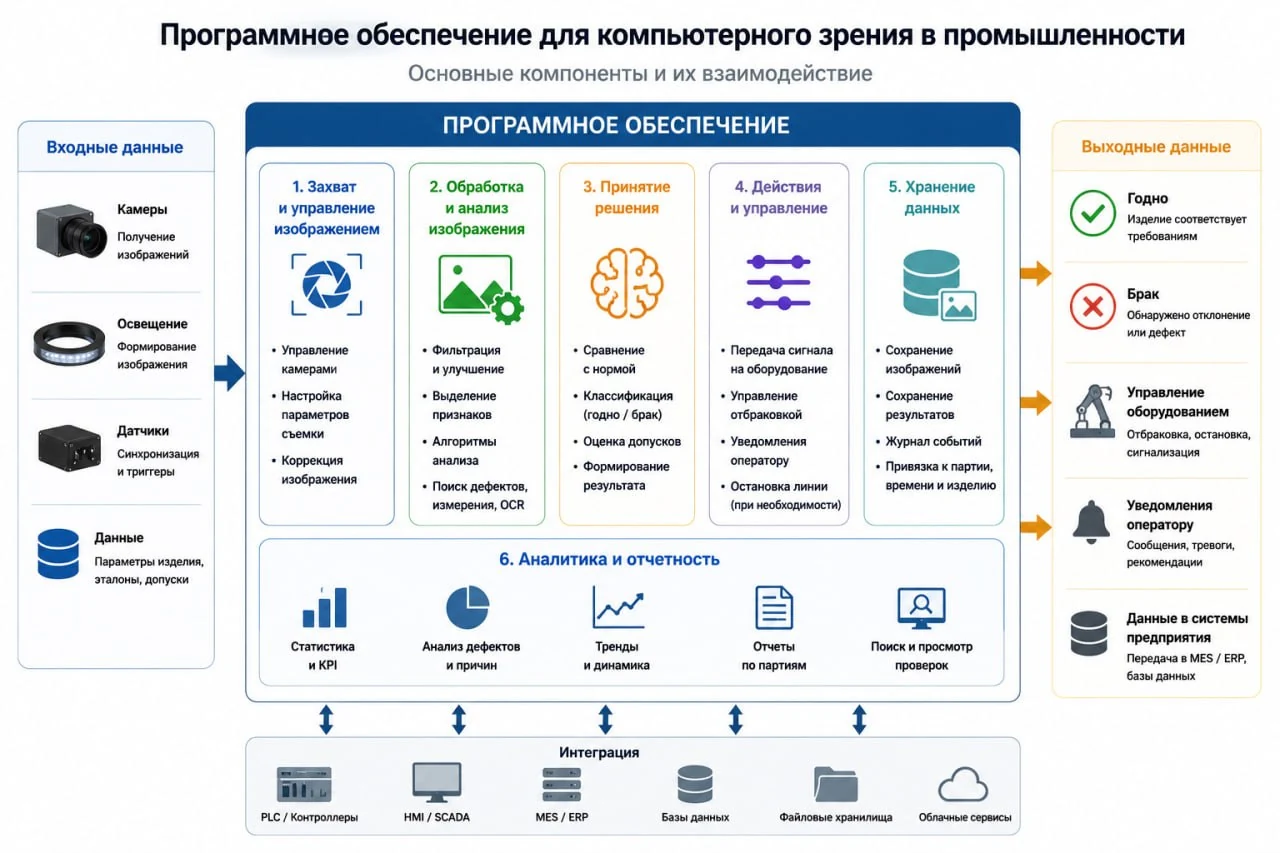
Из каких блоков обычно состоит промышленное программное обеспечение
В большинстве случаев программа для компьютерного зрения в промышленности состоит не из одного окна, а из нескольких связанных между собой блоков. Одни отвечают за настройку и обучение, другие - за повседневную работу на линии, третьи - за хранение результатов и аналитику.
Типовой состав может выглядеть так:
1. Модуль настройки камер и зон контроля. Здесь задаются точки съемки, параметры захвата, области проверки и условия срабатывания.
2. Модуль анализа изображения. В нем выполняется основная проверка: поиск дефектов, измерение, сравнение с образцом, чтение маркировки или контроль комплектности.
3. Модуль принятия решения. Он определяет, какое действие должно произойти после проверки: пропуск изделия, отвод, тревожный сигнал или уведомление оператору.
4. Модуль хранения результатов. Здесь сохраняются снимки, сведения о партии, типе дефекта, времени проверки и другие данные.
5. Модуль отчетности и разбора. Он нужен для просмотра статистики, поиска повторяющихся проблем и анализа причин отклонений.
Такая структура важна потому, что промышленное решение должно быть удобным не только для наладчика, но и для мастера смены, службы качества, технолога и руководителя участка. У каждого из них свой рабочий интерес, и хорошая программа должна это учитывать.
Как программа работает на реальном производственном участке
Работа программной части особенно хорошо видна не в описании функций, а в последовательности действий на линии. Пока изделие движется по конвейеру или приходит в точку контроля, программа уже должна быть готова принять изображение, обработать его без задержки и выдать результат в пределах производственного такта.
Обычно процесс выглядит так:
1. камера получает изображение в нужный момент;
2. программа выделяет проверяемую область и очищает данные от лишних помех;
3. алгоритм анализирует изображение по заданным признакам;
4. система присваивает результат проверке;
5. дальше запускается производственное действие: сигнал, запись, отвод или остановка операции.
Для предприятия здесь важно не только быстродействие, но и повторяемость. Если программа сегодня считает изделие годным, а завтра в тех же условиях - бракованным, доверие к системе быстро исчезает. Поэтому промышленная программная часть должна обеспечивать устойчивый результат на потоке, а не только красивую демонстрацию в тестовом режиме.
Отдельную роль играет и работа с архивом. Когда появляются спорные случаи, служба качества должна иметь возможность поднять карточку проверки, посмотреть снимок, увидеть причину отклонения и понять, единичный это случай или системная проблема.
Какие задачи решает программа в промышленности
Программная часть используется не только для поиска брака на поверхности изделия. На практике круг задач гораздо шире, и именно программа позволяет одной и той же системе выполнять разные функции на разных участках.
Чаще всего речь идет о следующих направлениях:
1. контроль дефектов поверхности - царапин, трещин, сколов, вмятин, пятен и неровностей;
2. проверка геометрии и размеров изделия по изображению;
3. контроль комплектности и правильности сборки;
4. проверка упаковки, маркировки, даты, номера партии и читаемости кодов;
5. сортировка изделий по признакам качества, форме, цвету или типу;
Отдельно стоит отметить задачи, связанные с накоплением данных. Программа помогает не просто отбраковывать изделие, а видеть общую картину: когда растет процент дефектов, какие отклонения встречаются чаще, на каком участке появляется нестабильность и после какой переналадки процесс начинает давать сбой.
Именно эта аналитическая роль отличает хорошее промышленное решение от узкой программы, которая умеет только ставить отметку о браке.
На что смотреть при выборе программного обеспечения
Если предприятие выбирает программную часть для компьютерного зрения, важно оценивать не только красивое изображение или перечень заявленных функций. Гораздо важнее понять, насколько программа подходит именно под реальные условия участка и как она поведет себя в повседневной работе.
При выборе стоит обращать внимание на несколько вопросов.
1. Поддерживает ли программа нужный тип задач: поиск дефектов, измерение, чтение маркировки, контроль сборки или несколько сценариев сразу.
2. Можно ли гибко настраивать правила проверки под конкретный тип изделия, а не только работать по одному шаблону.
3. Насколько удобно рабочее окно для оператора, мастера и службы качества.
4. Сохраняет ли программа историю проверок и можно ли по ней искать причины отклонений.
5. Поддерживает ли она связь с действующими производственными системами и оборудованием участка.
Для многих предприятий не менее важно, можно ли постепенно расширять применение программы. Сегодня она работает на одной точке контроля, а через полгода возникает задача подключить еще один участок, добавить новую номенклатуру или включить дополнительный вид проверки. Если программа не рассчитана на развитие, это быстро становится ограничением.
Какие ошибки часто допускают при выборе
Одна из самых распространенных ошибок - оценивать решение только по тому, насколько эффектно оно показывает распознавание на демонстрации. На производстве важнее другое: устойчивость, удобство эксплуатации, понятность результатов и работа в условиях реального потока.
Вторая ошибка - покупать программу без детального описания производственной задачи. Если предприятие не определило, какие именно отклонения нужно находить, какая точность требуется и что должно происходить после обнаружения дефекта, ожидания и фактический результат почти наверняка разойдутся.
Третья ошибка - недооценивать значение архива и отчетности. В промышленности программа должна не только видеть, но и объяснять. Когда у предприятия нет истории проверок, снимков дефектов и понятной статистики, найти причину повторяющегося брака становится намного сложнее.
Наконец, нередко забывают про пользователей системы. Если программа неудобна в ежедневной работе, требует слишком сложной перенастройки или выдает результаты, которые трудно быстро понять на линии, польза от нее заметно снижается.
Какую пользу получает предприятие
Если программная часть подобрана правильно, предприятие получает не просто автоматическую проверку, а новый уровень управляемости качества. Решение помогает убрать рутину из работы отдела контроля, сделать критерии оценки едиными и сократить долю спорных ситуаций между производством и службой качества.
Практический результат обычно проявляется в нескольких направлениях:
1. снижается количество пропущенных дефектов;
2. ускоряется проверка на потоке;
3. уменьшается зависимость от человеческого фактора;
4. появляется прозрачная история проверок и снимков;
5. становится легче искать причины повторяющегося брака.
Для руководства особенно ценно то, что программа превращает визуальный контроль в измеримый процесс. Можно сравнивать смены, отслеживать качество по партиям, видеть частоту конкретных отклонений и принимать решения на основе данных, а не предположений.
Именно поэтому в промышленности программная часть системы компьютерного зрения часто оказывается не менее важной, чем камеры и оптика. Она связывает все элементы решения в единую рабочую схему.

Заключение
Программное обеспечение для компьютерного зрения в промышленности - это не дополнительное приложение к камере, а центральная часть всей системы. Именно оно отвечает за логику проверки, устойчивость результата, сохранение данных и связь контроля качества с реальным производственным процессом.
Если предприятие хочет получить не разовую демонстрацию, а рабочий инструмент для линии, выбирать нужно не просто программу с распознаванием, а зрелое промышленное решение. В таком случае компьютерное зрение начинает приносить реальную пользу: снижает брак, ускоряет контроль, делает проверки прозрачными и помогает быстрее разбираться в причинах отклонений.
Наиболее разумный путь внедрения - начать с одной четкой задачи и выбрать программную часть под реальные условия участка. Именно такой подход обычно дает первый ощутимый результат и создает основу для дальнейшего расширения системы на другие процессы.
Частые вопросы
Чем программная часть отличается от самой камеры?
Камера только получает изображение. Программа обрабатывает его, сравнивает с заданными требованиями, фиксирует результат и запускает дальнейшее действие в производственном процессе.
Можно ли использовать одну программу для разных участков?
Да, если решение рассчитано на развитие и поддерживает разные сценарии проверки. Но важно, чтобы программа позволяла гибко настраивать правила под конкретную номенклатуру и условия участка.
Что важнее при выборе: точность распознавания или удобство работы?
Для промышленности важны оба фактора. Высокая точность без удобной эксплуатации и понятной отчетности быстро превращается в источник затруднений, а не в рабочий инструмент.
Нужен ли архив снимков и результатов?
Да. Архив помогает разбирать спорные случаи, искать повторяющиеся причины брака, сравнивать партии и анализировать устойчивость процесса.
С чего лучше начинать внедрение?
Лучше начинать с одного участка, где есть понятная проблема: пропуск брака, перегрузка контроля или нестабильная оценка качества. Так проще проверить пользу решения и затем масштабировать его дальше.